- +7 (962) 205-52-52
- E-mail:
Некоторые аспекты печати на строительных 3D принтерах серии S
Применение принтеров 3D— печати в строительстве в настоящее время ограничено радом причин. Среди них масса технических проблем, но основная — отсутствие нормативной и законодательной базы для такого рода строительства.
Именно отсутствие нормативов мешают взять на вооружение 3D оборудование крупным строительным компаниям, рассматривающим концепцию строительной печати именно для многоэтажного и массового строительства. Нерешённые проблемы применения строительной 3D печати сводят на нет возможность применения её в поточной застройке.
Однако вполне реальным на этом фоне выглядит возможность малоэтажного индивидуального строительства, строительства летних домов, гаражей, всевозможных беседок, ландшафтных построек, прудов, детских городков, бассейнов. Понятно, что всё это удел средних и малых предпринимателей, имеющих возможность быстро и гибко работать с потенциальным , но ещё пока, увы, не массовым заказчиком.
Отсутствие на рынке оборудования для строительной 3D печати объясняется прежде всего сравнительно высокой стоимостью его для этого сегмента предпринимателей.
Кроме того даже небольшой принтер формата 4 х 6 метров, предназначенный для печати элементов зданий, предметов ландшафтного дизайна высотой до 3 метров – уже довольно внушительная конструкция, требующая ещё и достаточно большого помещения. Кроме места для установки самого 3D – принтера требуется предусмотреть участок подготовки бетонной смеси и её подачи в печатающую головку, участок предварительной сушки, складские помещения и участок погрузки.
Кстати говоря, применение принтеров для печати не целиковых зданий, а их составляющих в условиях производства позволяет исключить сезонность строительства, т.е. печатать отдельные части зданий, выдерживая их в складских помещениях до набора прочности бетона и только затем собирая их в целое здание на строительной площадке.
Строительный 3D – принтер S – 6043 позволяет печатать элементы зданий размером до 5 х 3,2 метра, высотой до 2,8 метра составами на основе цемента с добавлением фиброволокна и коалиновыми смесями при температуре окружающего воздуха в помещении от +5 до + 30 градусов по Цельсию.
Применение коалиновых смесей для печати печей, каминов, мангалов, барбекюшниц и прочих огнеупорных изделий специфично и узкопрофильно, кроме этого процесс требует наличие печей для предварительного обжига. Однако сам процесс печати ничем не отличается от печати например предметов садового интерьера цементными составами.

Более широкое применение может найти цементная смесь с фиброволокном. Что такое цемент и инертные наполнители знают не только профессиональные строители. Что такое фиброволокно для бетона – поясним : это волокна из базальта, стали или полипропилена. Добавление фибры в бетон позволяет достичь сразу нескольких целей:
- армирование бетона, вплоть до полной замены армокаркаса на фиброволокно, обеспечивая тем самым жёсткость и прочность конструкции, уменьшая её вес и снижая расходы на создание армокаркаса;
- увеличение устойчивости изделий к изгибу при длительном воздействии высоких температур. При нагреве бетона вплоть до 1100°С фиброволокна повышают устойчивость бетонных элементов к раскалыванию;
- повышение пластичности цементных растворов, что особенно важно для равномерной подачи смеси через печатающую головку строительного принтера;
- уменьшение удельного веса смеси, позволяющее нанесение большего количества слоёв при печати;
- повышение износостойкости бетонных изделий, при полном застывании бетона вплоть до 30%.
- защищенность от внешнего воздействия влаги и агрессивных веществ. Капилляры, образующиеся в процессе дегидрации бетона заполняются фиброволокном, не позволяющим проникать в бетон влаге из вне.
Несомненно к самым важным свойствам фиброволокна для процесса строительной печати являются его лёгкость и увеличение пластических свойств цементной смеси.
Применение фиброволокон при печати на строительном 3D – принтере S – 6043 быстротвердеющими цементными составами позволяет получить толщину укладываемого слоя до10 мм при ширине до 30 мм. При этом подвижность смеси в печатающей головке сохраняется в течении часа. Малое время сохранения подвижности смеси позволяет печатать элементы сравнительно большой высоты без промежуточного подсушивания. Однако, лабораторные испытания контрольных образцов показали, что прочность таких составов относительно не велика: при сжатии в возрасте 28 суток 1,6 МПа, а прочность на растяжение при изгибе чуть менее 1 МПа. Кроме этого, быстротвердеющие смеси не годятся для изделий, эксплуатируемых вне помещений.
Больший интерес представляют высокопрочные смеси с модифицирующими и минеральными добавками позволяющими получить высокопрочные водостойкие и трещиностойкие изделия. Применение таких составов для печати элементов зданий обеспечивает достаточную несущую способность, морозостойкость и сопротивление паропроницаемости. Лабораторные испытания напечатанных контрольных образцов из высокопрочных смесей показали, что прочность при сжатии в возрасте 28 суток достигает 10 МПа, а прочность на растяжение при изгибе 3,5 МПа. При этом морозостойкость обеспечивается на уровне 35-40 циклов. Гидроскопичность изделий лежит в пределах 10%.
Подвижность высокопрочных смесей применяемых для 3D - печати сохраняется сравнительно долго - до 2-4 часов. Это качество является недостатком для печати высоких элементов. Для достижения несущей способности слоёв приходится периодически подсушивать изделие, что увеличивает время печати.
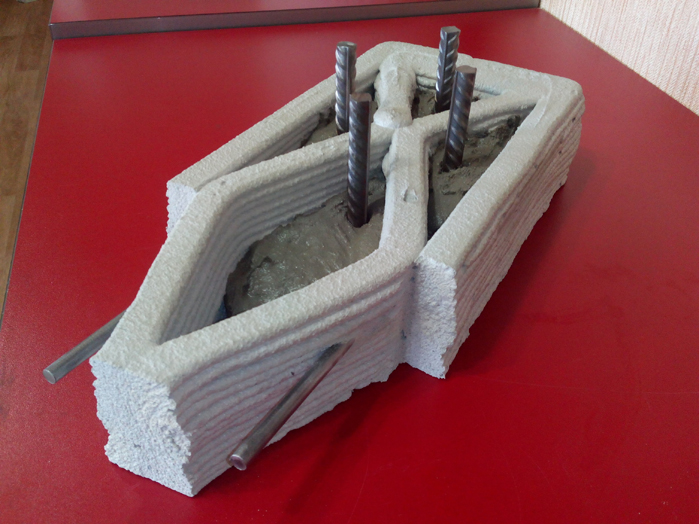
Отдельно стоит поговорить о армировании печатаемых изделий. Совершенно понятно, что применение металлической арматуры в привычном понимании при печати на строительном 3D – принтере вызывает трудности; вручную требует опять же, извините за тавтологию, ручного труда, автоматизировано – сложных и дорогостоящих роботов. Частично эта проблема решается применением вышеописанного фиброволокна, частично путём привычного армирования в технологические пустоты стен при сборке зданий с последующей заливкой бетоном. Не исключается возможность горизонтального армирования – укладки арматуры или плоских армокаркасов между слоями изделий в процессе печати.
Применение строительных 3D – принтеров S – 4040 и S – 6043 для печати целых зданий на открытых строительных площадках непосредственно на фундамент возможно, но ограничено размерами рабочей зоны. Однако, учитывая возможную стеснённость строительной площадки, это может являться преимуществом. Переставляется принтер S – 6043 в течении 1-2 часов.
Для печати зданий целиком больше подходит принтер S – 1160 с рабочим полем 10 х 7 метров. Принтер позволяет печатать здания и сооружения высотой до 5,5 метров. Соответственно при одной разовой перестановке принтера можно напечатать дом площадью более 120 метров в одном этаже.
Общий подход к моделированию описан нами в статье СТРОИТЕЛЬНЫЕ 3D - ПРИНТЕРЫ. Моделирование на станках серии S.
Поделиться:
04 апреля 2015

